
 русский
русский Español
Español
Industry News
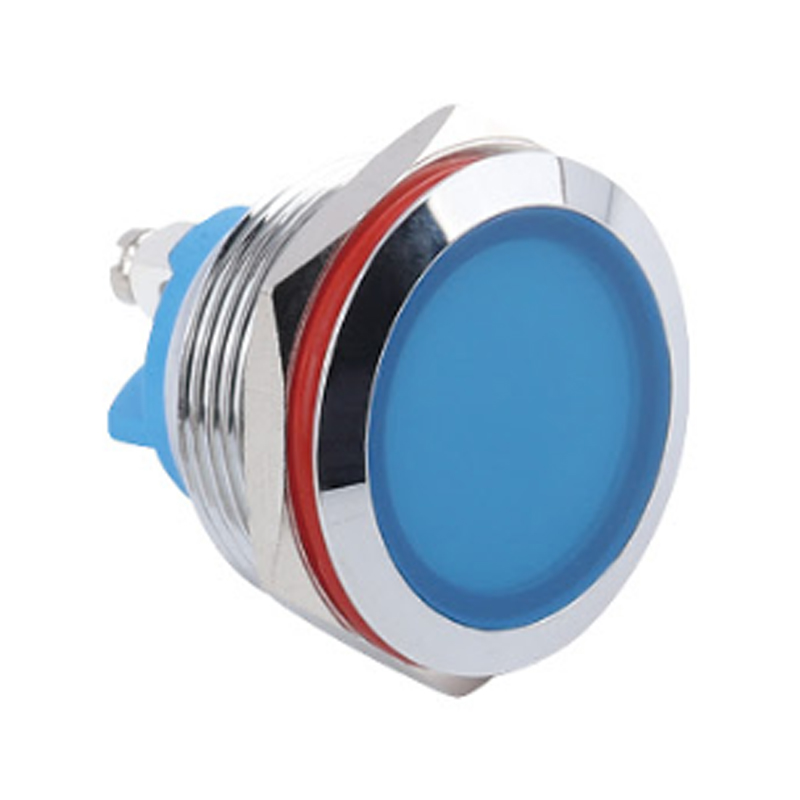
Multi-Color LED Indicator Simplifies Status Displays for Industrial Use
Date:May 22, 2026
Industrial Equipment Requires Clear Status Communication
Modern industrial systems rely heavily on visual communication to support safe and efficient operations. Machine operators often need to identify equipment conditions quickly while managing multiple production tasks. In many applications, the Multi-Color LED Indicator has become a practical solution for simplifying machine status displays and improving operational visibility.
Traditional industrial equipment commonly used separate indicator lights for different operating conditions. A machine might include one light for normal operation, another for warnings, and a separate signal for fault conditions. While this method could provide clear information, it also increased panel complexity and required additional wiring.
As industrial automation continues to develop, manufacturers are moving toward more integrated status indication systems. Multi-color indicators allow several machine conditions to be displayed through a single lighting component, helping simplify control panel layouts and reduce unnecessary hardware.
Reducing Complexity in Industrial Panels
Industrial control panels often contain switches, buttons, displays, communication modules, and monitoring devices within limited installation space. Using several independent indicator lights may create crowded layouts that are more difficult to organize and maintain.
A multi-color indicator combines different visual signals into one compact unit. This helps reduce the number of panel openings and wiring connections required during equipment assembly. Simplified panel layouts may also support easier maintenance and inspection activities.
For operators working in busy production environments, organized panel structures can improve machine visibility and reduce confusion during operation. Color-based indication allows workers to identify machine conditions more quickly without reading labels or monitoring detailed screens.
Many industrial facilities operate equipment continuously throughout the day. In these environments, fast recognition of machine status can help improve workflow efficiency and support quicker response to equipment changes.
Common Color Coding in Industrial Systems
Color-coded status indication is widely used across industrial applications because it provides immediate visual feedback. Different colors are commonly assigned to specific machine conditions.
- Typical examples include:
- Green for normal operation
- Yellow for warning or standby conditions
- Red for faults or emergency situations
This color system helps operators understand equipment conditions from a distance. In large production facilities where several machines operate simultaneously, visual recognition can support faster decision-making and maintenance response.
Some industrial systems also use flashing patterns to provide additional information. A steady light may indicate a standard operating condition, while a flashing signal may represent an alarm or temporary warning.
In environments with significant background noise, visual indicators remain especially important because audible alarms may not always be easily noticed by workers.
Supporting Industrial Safety and Maintenance
Equipment monitoring plays an important role in industrial safety. Operators and maintenance personnel must often respond quickly when machines experience abnormal conditions.
Multi-color indicators support this process by providing clear and recognizable visual signals. Maintenance teams can identify machine issues more efficiently when warning conditions are displayed immediately through color changes.
Simplified status displays may also help reduce operator mistakes during production activities. Workers can monitor equipment conditions more easily without needing to interpret complicated control panel arrangements.
In automated production systems, visual indicators are commonly connected to sensors and programmable controllers. When operating conditions change, the indicator color updates automatically to reflect machine status. This supports continuous monitoring without requiring constant manual inspection.
Durability in Industrial Environments
Industrial facilities may expose equipment to dust, vibration, moisture, and temperature variation. Components used in these conditions must support stable long-term operation.
Many multi-color indicators are designed with protective structures suitable for demanding industrial environments. Waterproof and dust-resistant designs are commonly used in processing equipment, outdoor machinery, and factory automation systems.
Brightness consistency is another important factor in industrial applications. Operators need to recognize status signals clearly under different lighting conditions, including bright factory floors and outdoor installations.
Long operating life can also help reduce maintenance frequency and support continuous production schedules. Reliable indicator performance is important for equipment that operates for extended periods each day.
As industrial automation continues to expand, simplified visual communication systems remain important for improving equipment monitoring and operational efficiency. Multi-color indicators support these requirements by combining compact design with practical status display functions.
Ready to experience the reliability and innovation of WANDU Electric switches?
© Zhejiang Wandu Electric Co., Ltd.
China Push-Button Switch
